Document ressource - Rugosité des surfaces usinées
2. Généralités sur la rugosité des surfaces usinées
2.1. Les défauts géométriques en usinage
Définition :
Les défauts de surface jouent un rôle important dans l'aptitude d'une pièce mécanique à
remplir une fonction donnée. Ces défauts sont de nature géométrique ou physico-chimique.
Nous ne nous intéresserons ici qu'aux défauts géométriques. Ils sont classés
conventionnellement sous quatre numéros d'ordre qui se discriminent par leur période spatiale (Fig. 2.1.1). Pour les deux premiers on parle de
défauts macrogéométriques. Ils sont habituellement reliés au comportement cinématique de la
machine outil. Les deux suivants sont appelés défauts microgéométriques. Ils sont
habituellement reliés au phénomène de coupe lui-même.
- Défauts macrogéométriques : Ils caractérise l'écart maximal entre les cotes théoriques et les cotes réalisées, à l'intérieur de certaines tolérances : elle dépend de la précision des machines et sa mesure relève de la métrologie dimensionnelle.
- 1er ordre : écarts de forme
- 2ème ordre : ondulations
- Défauts microgéométriques :
- 3ème ordre : sillons
- 4ème ordre : arrachements
Défauts géométriques de la pièce usinée :
Dans le cas du tournage, ces défauts géométriques se définissent à partir de deux notions distinctes.
La qualité "macrogéométriques" globale (1er et 2ème ordre), qiui caractérise l'écart maximal entre les cotes théoriques et les cotes réalisées, à l'intérieur de certaines tolérances : elle dépend de la précision des machines et sa mesure relève de la métrologie dimensionnelle.
La qualité "microgéométriques" (3ème et 4ème ordre), qui se définit à partir de l'état d'une ou plusieurs portions de surface très limitées, indépendamment de la qualité macrogéométrique globale de la surface. Nous ne nous préoccuperons ici que de cette seconde notion.
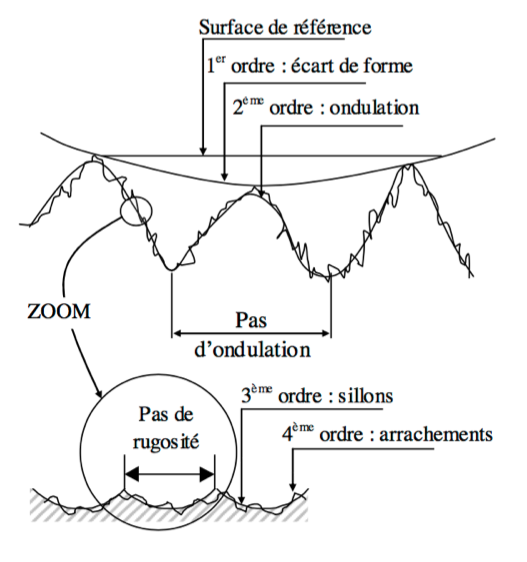
Fig 2.1.1. Défauts géométriques d'une pièce usinées