Document ressource - Usure des outils de coupe
Document ressource sur l'usure des outils de coupe.
Les objectifs du TP associé sont:
- observation d’un phénomène d’usure d’un outil de coupe, et sa prise en compte dans la mise en place d’une production.
- observation de l'évolution de l'usure des outils à plaquette carbure et
- détermination des coefficients du modèle de la loi d'usure à partir d'un plan d'expériences.
2. Choix des conditions d'usinage - optimisation
2.1. Coût de fabrication minimal
- Coûts
annexes par pièce Ca, indépendants des conditions de coupe. Ce
sont essentiellement les frais résultant des opérations annexes effectuées avant
ou après l'usinage de chaque pièce (montage, démontage, réglages, contrôle,…),
et qui sont indépendants des conditions de coupes adoptées. Pour un travail
déterminé, ces dépenses par pièce sont constantes, et fonction du coût horaire
(ou "minute") du poste de travail.
- Coûts d'usinage par pièce Cu : \( C_u = p_u . t_u \), avec pu le coût machine par minute et tu le temps d’usinage. Le coût minute du poste comprend :
- les coûts de main-d'œuvre d'usinage (personnel conduisant la machine) ;
- l’amortissement de la machine (ventilation des frais d'achat et installation par heure d'utilisation, déterminée a priori d'après la durée de vie probable de la machine) ;
- les frais de maintenance, et divers.
- Coût d'outillage Co (quote-part nécessaire pour l'usinage d'une pièce) : \( C_o = \frac{p_o}{T/t_u} \), avec po le prix de revient d’une arête de coupe (€) et T la durée de vie de l’outil (min). Le prix de revient d’une arête de coupe comprend :
- les frais d'achat des outils, l'amortissement des porte-outils ;
- les frais d'affûtage, l'amortissement du matériel d’affûtage ;
- les frais de réglage.
Le rapport (T/tu) représente le nombre de pièces usinées par une arête.
- Coût du changement d'arête Cc : \( C_c = t_c . \frac{p_u}{T/t_u} \). Il dépend du temps de changement d’arête tc et du coût minute du poste de travail.
Soit globalement
\( C_g = C_a + C_u + C_o + C_c = C_a + p_u . ( t_u + t_u \frac{t_c + Z}{T}) \)
avec Z = po/pu, qui caractérise l'importance relative des coûts d'outillage et d'usinage, laquelle dépend des conditions particulières de chaque poste de travail.
Le temps d'usinage d'une pièce tu et la durée effective de coupe T de l'outil sont liés aux conditions de coupe par les relations :
\( t_u = \frac{L}{N.f} \)
Le modèle de Taylor généralisé donne:
\( T = K . a_p^1 . f^m . V_c^n \)
d'où
\( C_g = C_a + \frac{p_u L x D}{1000 f V_c} (1+(t_c+Z)/C_V V_C^n) \)
avec \( C_v = K a_p^1 f^m \).
Pour une profondeur de passe donnée (ap = ap1), l'évolution du coût global de fabrication en fonction de l'avance et de la vitesse de coupe est représentée graphiquement par une surface en forme de gouttière dont le fond est continuellement décroissant quand l'avance croît : le minimum du coût est alors obtenu pour la valeur maximale possible de l'avance (Fig.4).
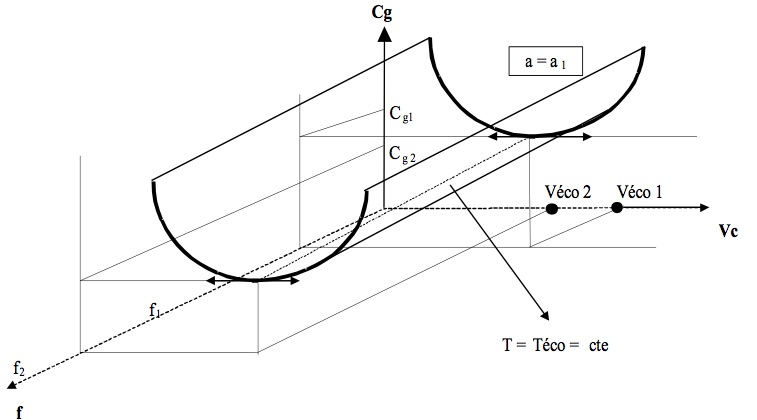
Fig.4: Coût global
en fonction de la vitesse de coupe et de l’avance
Pour une avance donnée ( f = f1), les évolutions du coût global et des différents coûts partiels sont indiqués sur la Fig.5.
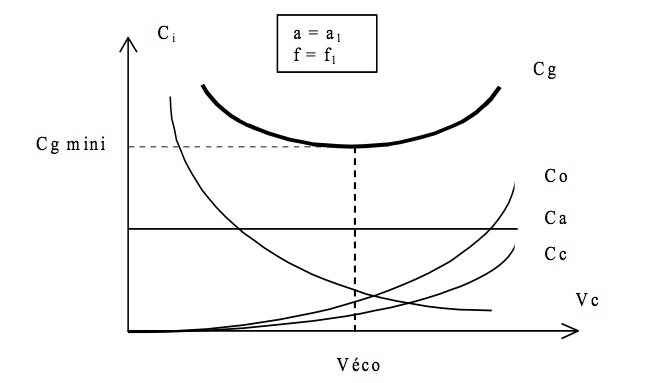
Fig.5 : Coûts en fonction de la vitesse de coupe
Le coût global par pièce est minimal pour la valeur de la vitesse de coupe Vec dite "économique", solution de l'équation différentielle :
\( \frac{\partial C_g}{\partial V_c} = 0 \) pour ap=ap1 et f=f1, soit
\( V_{ec} = \left \lbrack \frac{(-n-1). (t_c+p_o/p_u)}{C_v} \right \rbrack ^{1/n} \)
avec \( C_v = K a_{p1}^l f_1^m \).
La durée effective de coupe de l'outil correspondante, dite "économique" est :
\( T_{ec} = (-n-1) . (p_o/p_u + t_c) \)
La valeur de la durée de coupe économique Tec est indépendante de la constante Cv, elle n'est donc pas fonction du matériau usiné, ni de la géométrie du copeau.
Par contre, Tec dépend de l'exposant n, c'est-à-dire du matériau outil (fig. 6). Les valeurs de Tec pour chaque matériau outil sont en moyenne :
- Acier rapide : Tec ∈ [40 ; 120]min
- Carbure : Tec ∈ [15 ; 40]min
- Céramique : Tec ∈ [5 ; 15]min
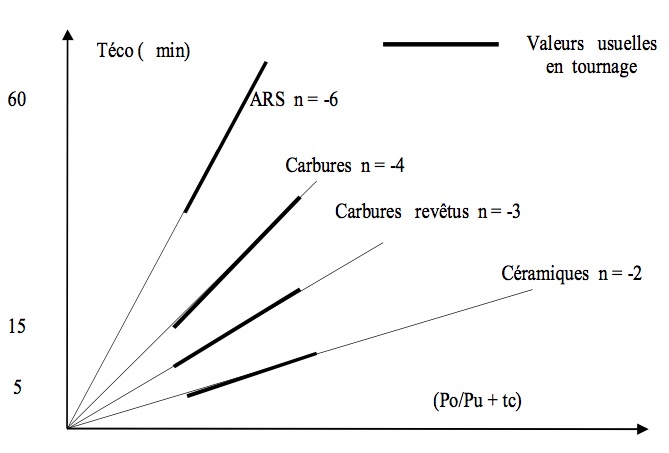
Fig.6 : \( T_{ec} = f(\frac{p_o}{p_u} + t_c) \)
Ainsi, les valeurs des vitesses de coupe indiquées dans les tableaux des données correspondent généralement à une durée effective de coupe voisine de l'optimum économique. La détermination des vitesses de coupe pour une durée effective de coupe différente se fait facilement à partir du modèle de Taylor.