Manipulations - effet de la vitesse en découpe par jet d'eau
| Site: | Plateforme pédagogique Moodle |
| Cours: | GM-3-S2-EC-PROFA : Procédés de fabrication et mise en forme pour la conception |
| Livre: | Manipulations - effet de la vitesse en découpe par jet d'eau |
| Imprimé par: | Visiteur anonyme |
| Date: | dimanche 22 décembre 2024, 22:41 |
1. Introduction
Objectifs du TP
Le but du Tp est étudier l'effet de la vitesse d'avance de la tête de découpe sur la qualité et les défauts d'une pièce.
On cherchera donc à mesurer la dépouille sur un ensemble de pièces découpées à plusieurs vitesses d'avance, ainsi que l'état de surface (paramètre de rugosité Ra) le long de l'épaisseur découpée également pour plusieurs vitesses d'avance.
Matériel disponible
- machine découpe 2D Flow Mach 3 pouvant atteindre une pression de 4000bars, abrasif standard (Grenat mesh 80).
- plaque d'alliage d'aluminium aéronautique (série 2000) de 10mm d'épaisseur
- un programme de découpe permettant de fabriquer 5 échantillons avec deux valeurs de vitesse chacun soit 10 valeurs de vitesse d'avance en tout
- un rugosimètre Mitutoyo associé à un arbre et un bras de mesure
- un projecteur de profil Mitutoyo
- un fichier excel pré-remplit pour tracer les grandeurs pertinentes.
Remarque
Vous utiliserez la machine en mode de découpe standard. Une fois le matériau défini (paramètre machinabilité) à aluminium 2024, l'épaisseur définie à 10mm et la pression de consigne de 380MPa (soit 3800bars) définis, la logiciel détermine à partir d'un modèle la vitesse maximale de découpe possible pour les conditions choisies. Dans la suite la vitesse de découpe sera définie en pourcentage de cette vitesse maximale. Vos échantillons seront donc découpés avec des vitesses allant de 10% à 100% par palier de 10%.
2. Manipulations à réaliser
Après une présentation rapide du fonctionnement de la machine de découpe par l'enseignant, réaliser les manipulations suivantes:
- validation des paramètres de coupe, simulation du programme et passage en mode pilotage sur le logiciel FlowCut
- prise d'origine machine (si nécessaire)
- positionnement de la plaque à découper sur le plateau de la machine et bridge de la plaque par ajout de masse sur celle-ci.
- après avoir enlevé la protection jaune contre les projection d'eau, prise d'origine pour le programme de découpe (décalage d'origine). On positionnera la tête de découpe au coin gauche de la plaque (en début de ligne) ou au coin gauche de la partie non encore découpée.
- remise en place de la protection contre le projections d'eau, réglage de la hauteur de coupe (environ 3mm)
- montée du niveau d'eau pour immerger la plaque et limiter le bruit.
- activation de la sécurité à l'aide de la pédale rouge
- démarrage de la pompe en mode basse pression
- lorsque la pression est stabilisée autour de 900-1000bars, passer la pompe en mode haute pression
- lorsque la pompe est stabilisée à la pression de consigne (valeur affichée inférieure d'environ 200bars) lancer le programme de découpe
- surveiller la découpe sur la machine et sur le logiciel, en cas de pb (projection d'eau importante, trajectoire non conforme...) arrêter immédiatement la machine en pressant la touche ESC sur le clavier (ou l'arrêt d'urgence) et appeler l'enseignant.
- lorsque la découpe est terminée la pompe s'arrête et un message signale la fin du programme.
- dégager la tête de coupe, baisser le niveau d'eau et récupérer les échantillons dans l'ordre de la découpe en les numérotant à mesure. Utiliser une paire de pince pour casser délicatement la patte de fixation pour chaque échantillon. ATTENTION à ne pas faire tomber les échantillons dans le bac, il est impossible de les repêcher!
Un schéma de principe des échantillons de découpe est donné à la Figure 1 ci dessous
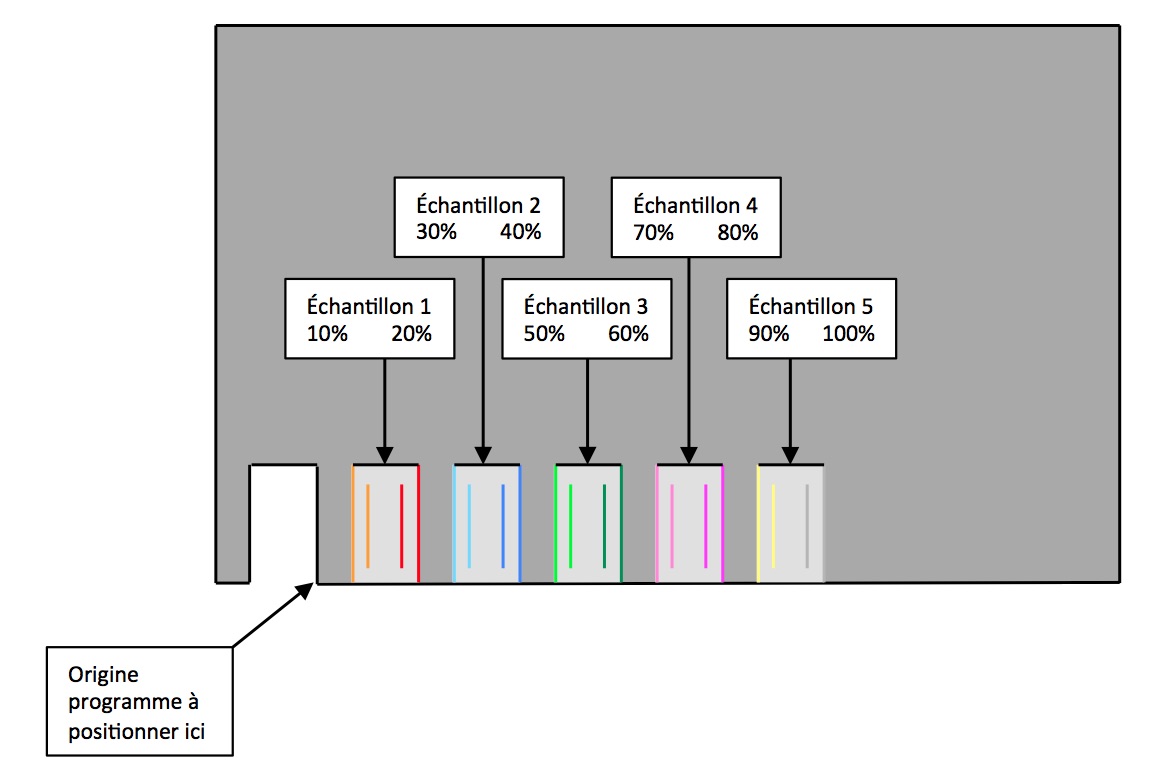
Figure 1 : schéma de principe des échantillons à découper
3. Mesures à réaliser
Une fois vos échantillons découpés, détachés de la plaque et identifié, vous devrez mesurer la dépouille et l'état de surface (paramètre de rugosité Ra) le long de l'épaisseur découpée.
Mesure de la dépouille
La mesure de dépouille se fait à l'aide d'un projecteur de profil. Celui-ci permet de projeter sur un écran l'ombre portée grossit d'un objet. La procédure de mesure est la suivante:
- allumage de l'éclairage principale et de l'éclairage de surface.
- positionnement de l'échantillon au centre de la platine, réglage de la lame semi-réfléchissante pour orienter l'éclairage de surface sur la surface supérieure de l'échantillon.
- à l'aide de la poignée de réglage de la hauteur de la platine, faire la mise au point sur la surface supérieure de l'échantillon.
- couper l'éclairage de surface.
- à l'aide d'un réglet, mesurer la largeur de la rainure (le grossissement est de 50).
- retourner l'échantillon et faire la mesure sur l'autre face de manière identique.
La détermination de la dépouille à partir de ces mesures est rappelée à la Figure ci dessous
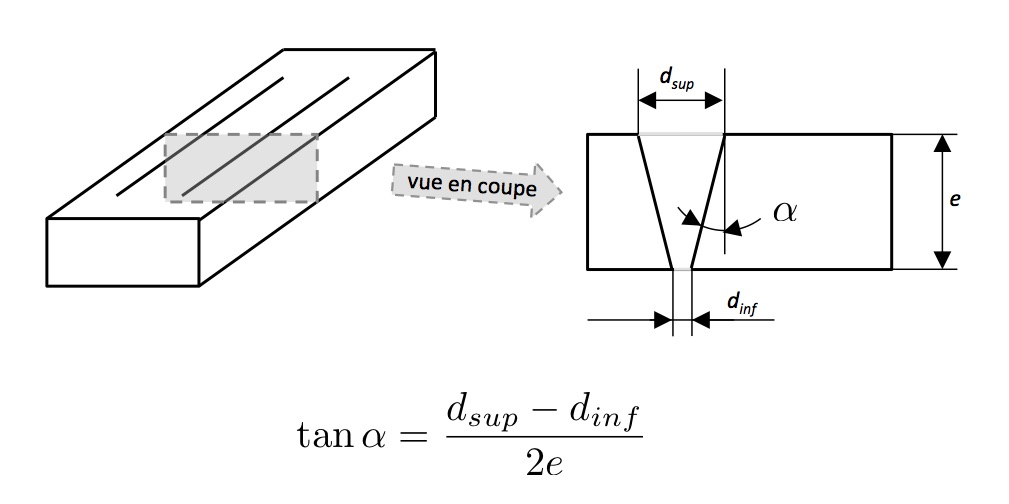
Figure 2 : principe de mesure de la dépouille
Etat de surface
La mesure de l'état de surface sur les faces découpées sera réalisée en trois zone dans l'épaisseur de la pièce sur chaque face latérale découpée (donc pour chaque vitesse d'avance). Si l'aspect de la surface est compatible avec la mesure (i.e. ne pas faire de mesure si la pièce présente des ondulations de l'ordre de plus de 0,5mm), réaliser une mesure près de la face supérieur, au milieu et près de la face inférieure de chaque coté de chaque échantillon comme présenté à la Figure 3.
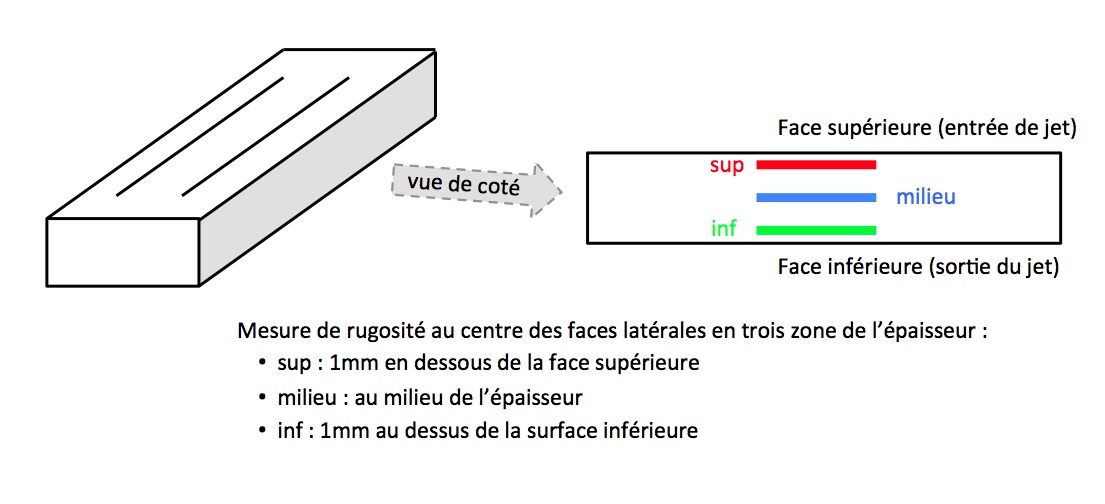
Figure 3 : principe de la mesure de rugosité le long de l'épaisseur découpée.