Document ressource - Découpe par jet d'eau haute pression
| Site: | Plateforme pédagogique Moodle |
| Cours: | GM-3-S2-EC-PROFA : Procédés de fabrication et mise en forme pour la conception |
| Livre: | Document ressource - Découpe par jet d'eau haute pression |
| Imprimé par: | Visiteur anonyme |
| Date: | dimanche 22 décembre 2024, 17:27 |
1. Principe de base du procédé
Le principe de la découpe par jet d'eau peut être résumé à l'air des trois étapes ci dessous:
- Mise en haute pression du fluide : à l'aide d'une pompe à entrainement (à pistons) ou d'un multiplicateur de pression, l'eau est amenée à une pression de 4000 à 6500 bars selon la machine
- Conversion de la haute pression en haute vitesse : en faisant passer le fluide au travers d'un orifice de très petit diamètre (0,1 à 0,5 mm), l'enérgie potentielle de pression est en convertie en énergie cinétique. Le fluide peut alors atteindre une vitesse entre 600 et 650 m.s-1, supérieure à la vitesse du son dans l'air.
- Ajout d'abrasif (poudre de matériau dur) au jet d'eau pour augmenter son pouvoir coupant.
Le schéma donné à la Figure 1 montre le principe de la découpe.
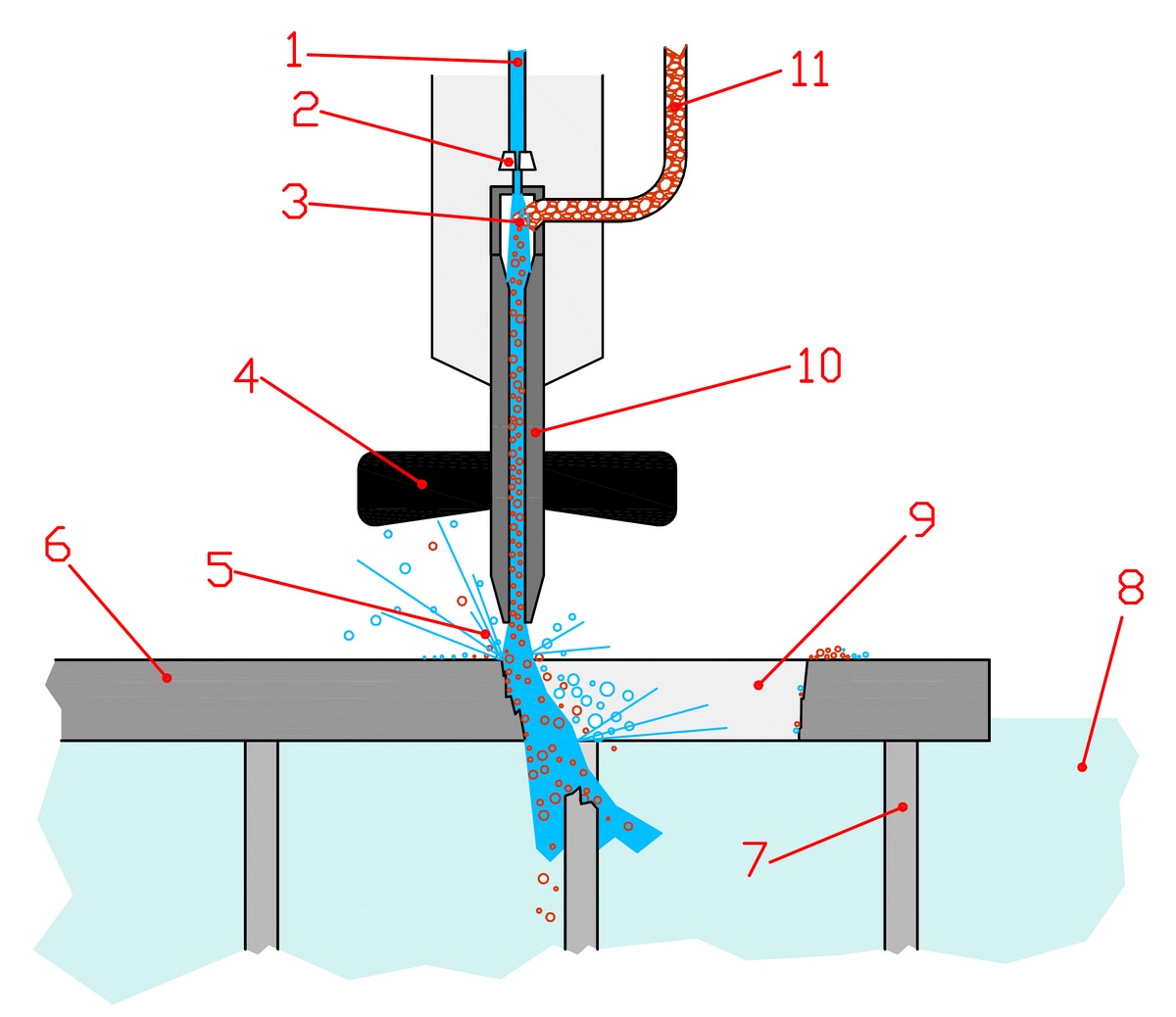
Figure 1 : schéma de principe de la découpe par jet d'eau abrasif, d'après Márton Kiss-Albert.
La légende la Figure 1 est donnée ci dessous:
- arrivée d'eau haute pression (4000 à 6000bars)
- buse permettant de faire passer le fluide au travers d'un orifice de petit diamètre. La zone percée est faite de bière précieuse de synthèse (rubis, saphir ou diamant)
- chambre de mélange : le jet supersonique aspire la poudre d'abrasif et forme le mélange coupant.
- protection contre les projection d'eau
- jet et particules d'abrasifs rebondissant à la surface de la pièce à découper
- pièce à découper
- table de positionnement de la pièce à découper
- volume d'eau permettant d'absorber l'énergie résiduelle du jet d'eau après avoir traversé la pièce
- zone découpée sur la pièce
- canon de focalisation : pièce permettant de re-former un jet cylindrique après la chambre de mélange.
- tuyau d'alimentation en poudre d'abrasif.
La capacité du procédé à découper une matière va dépendre de la pression de l'eau, de la quantité d'abrasif et de sa dureté, de la vitesse d'avance de la tête de découpe sur la machine. Le matériau sera plus ou moins facilement coupable selon la dureté et son épaisseur.
La tête de découpe présentée à la figure 1 est en général montée sur une machine de découpe 2D qui permet une découpe de produit de type tôle avec deux axes de déplacement dans le plan. Les machines de dernière génération peuvent désormais avoir 4 axes mobiles (2 translations et 2 rotations) et sont donc qualifiée de machine de découpe 3D. La figure 2 présente l'architecture type d'une machine de découpe 2D
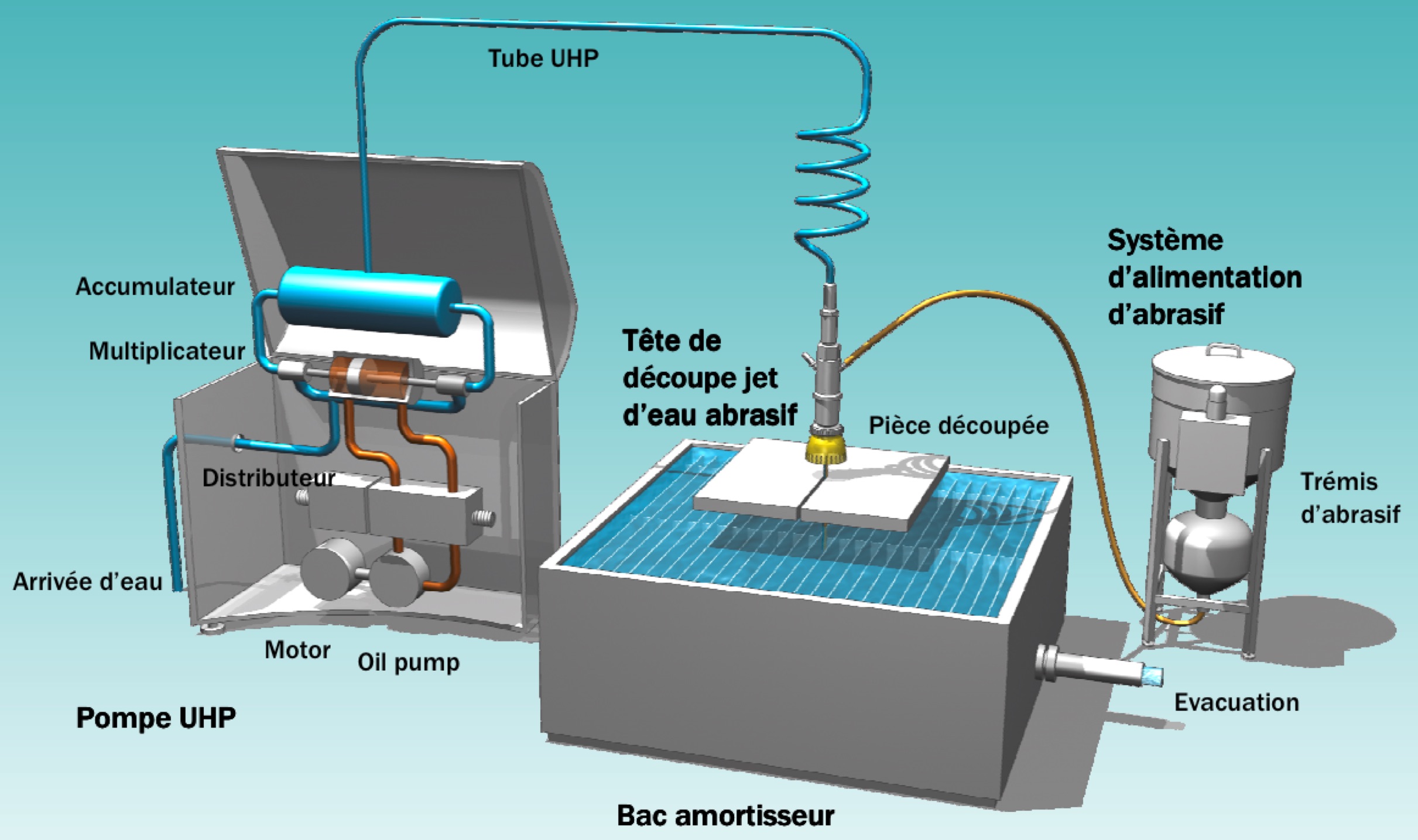
Figure 2 : schéma de principe du machine 2D de découpe jet d'eau, d'après document technique Flow.
2. Principaux paramètres et ordres de grandeur
Les principaux paramètres pilotables (ou paramètres d'entrée) sur une machine de découpe par jet d'eau sont données à la Figure 3 ci dessous.
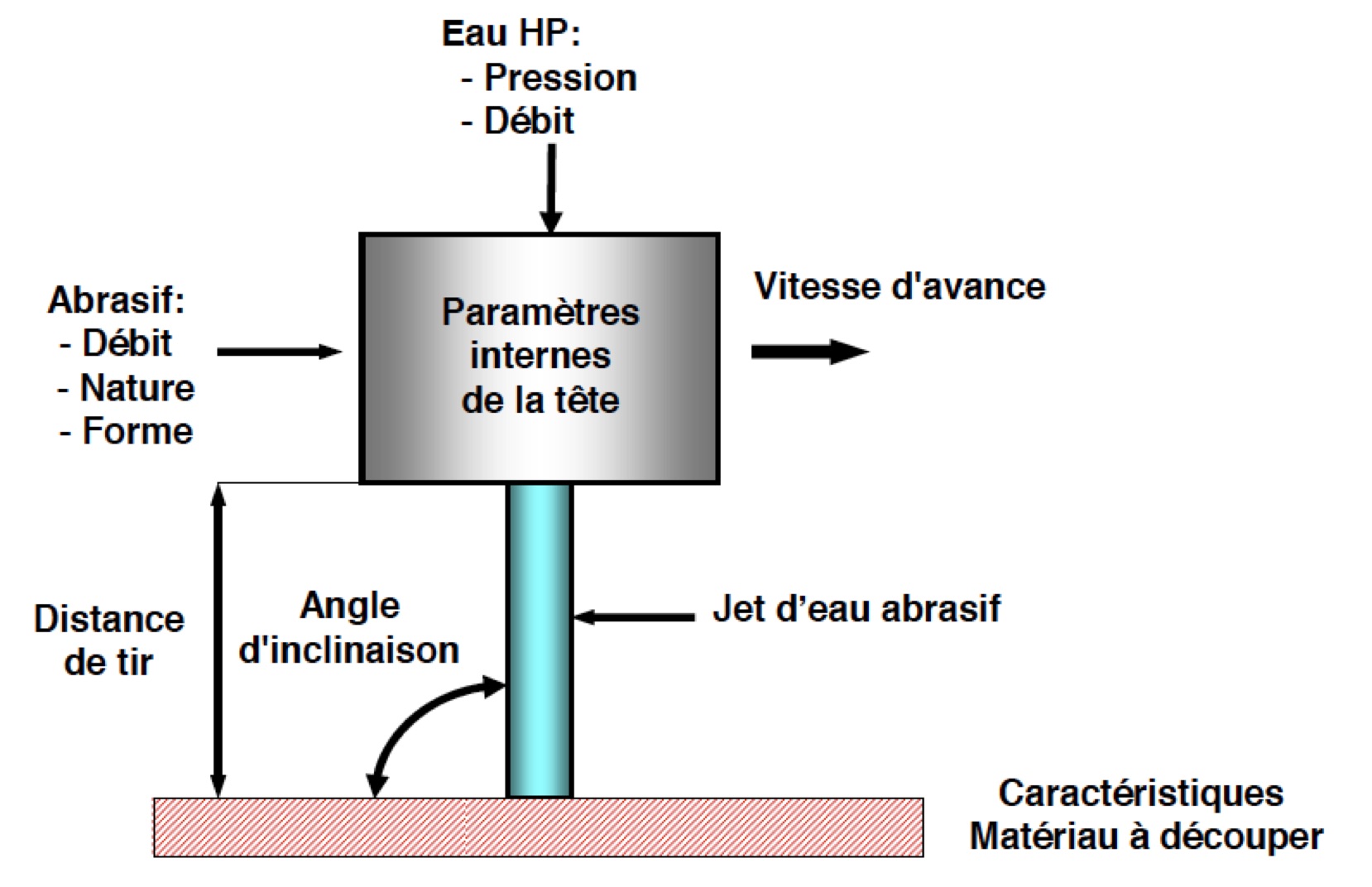
Figure 3 : principaux paramètres d'entrée en découpe par jet d'eau.
Les paramètres important en sortie du procédé sont (la liste est non exhaustive)
- précision géométrique : dépouille (cf Figure 5), retards à la coupe, ...
- état de la surface découpée (cf Figure 4)
- etc.
La figure 4 montre l'aspect de la surface découpée lorsque la vitesse d'avance est importante: le jet d'eau part de son énergie en traversant le matériau, et ce d'autant plus qu'il se déplace vite. Il en résulte un état de la surface coupée qui peut se dégrader dans l'épaisseur.
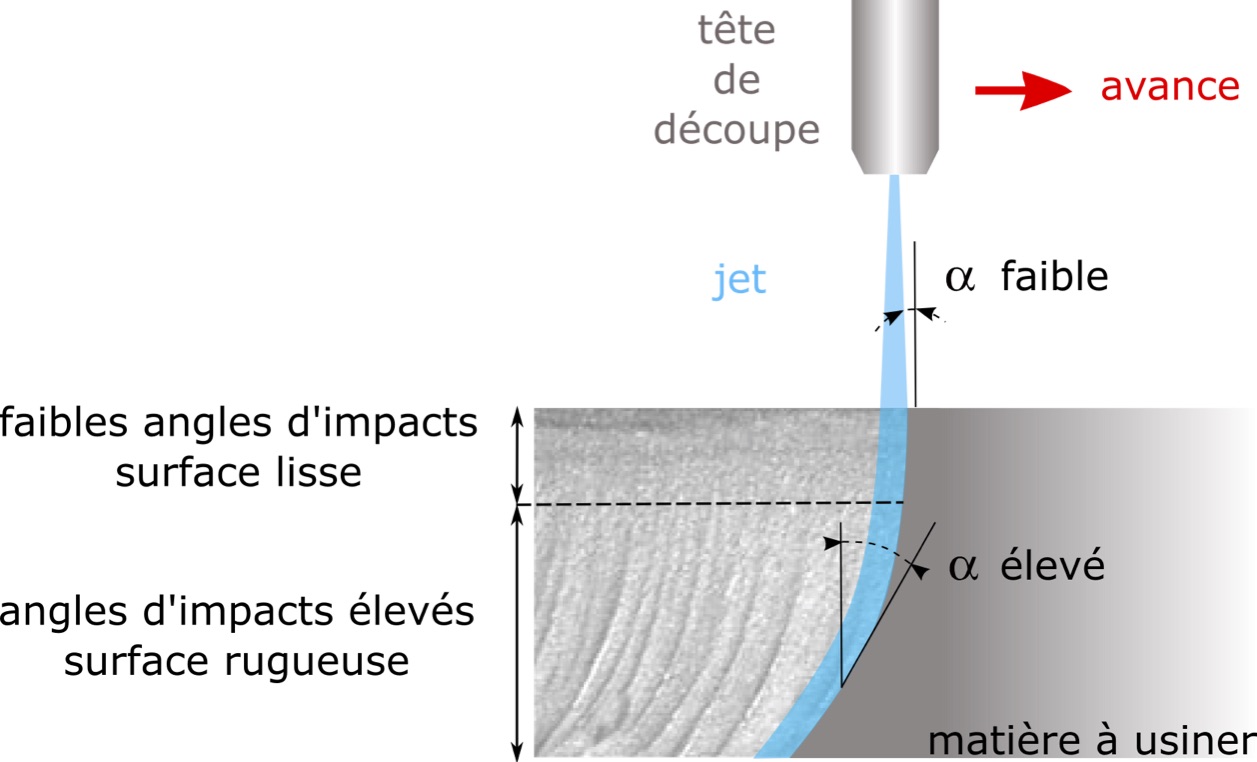
Figure 4 : état de la surface découpée en fonction de la perte d'énergie du jet dans l'épaisseur.
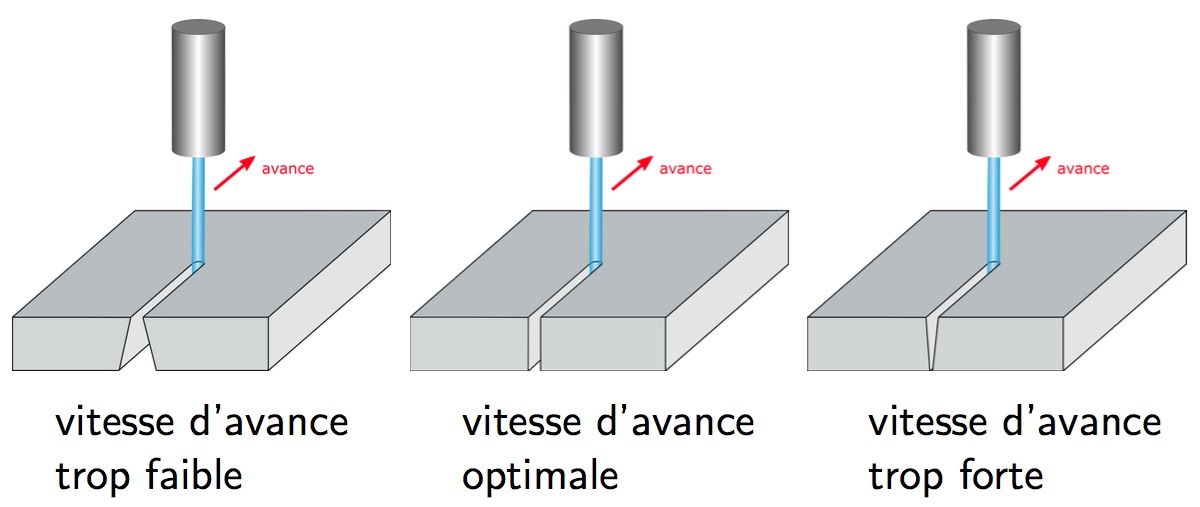
Figure 5 : effet de la vitesse d'avance sur la dépouille.
Le tableau 1 donne des exemples de vitesse découpe pour différentes matériaux et différentes épaisseurs, les vitesses sont données en mm.min-1.
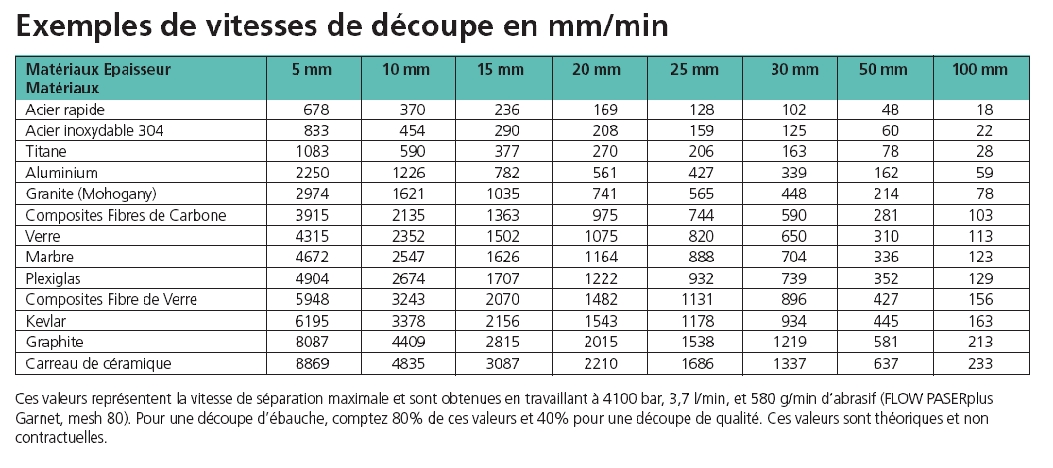
tableau 1 : exemples de vitesse de découpe, d'après Flow.