Document ressource - Rugosité des surfaces usinées
2. Généralités sur la rugosité des surfaces usinées
2.4. Mesure de la rugosité
Critères de rugosité (norme ISO 4287)
L’état de surface géométrique est une grandeur difficile à quantifier. En toute rigueur c’est un écart de hauteur mesuré par rapport à une référence supposée parfaite (plan, cylindre,..., surface complexe définie en CAO 3D,...). Cet écart est variable suivant 2 directions (pb. 2D, génératrices et directrices par exemple). Dans la pratique, compte tenu des moyens de mesure, une direction sera privilégiée (ici celle de l’avance). C’est alors sur un profil (pb.1D) que des critères d’écart à la surface idéale(profil, rugosité, ondulation,...) seront définis. La norme ISO 4287 définit les critères de base utilisés en profilométrie. Ces critères sont désignés par des codes constitués d'un préfixe en majuscule et d'un suffixe désignant la nature du critère. Le préfixe est utilisé P pour les profils bruts, R pour les profils de rugosité et W pour les profils d'ondulation.
La plupart des critères sont définis sur une longueur de base du profil, c'est-à-dire qu'ils sont
estimés sur chaque longueur de base puis moyennés sur le nombre de longueurs de base
choisi (par défaut ce nombre est 5).
Considérons, (Fig.2.4.1) le profil correspondant à une coupe locale de la surface usinée
perpendiculairement aux sillons d'usinage (selon Vf). La longueur total du profil considéré
pour la mesure est appelée longueur de palpage ln=l. La longueur de base par défaut est
ln/5=l/5.
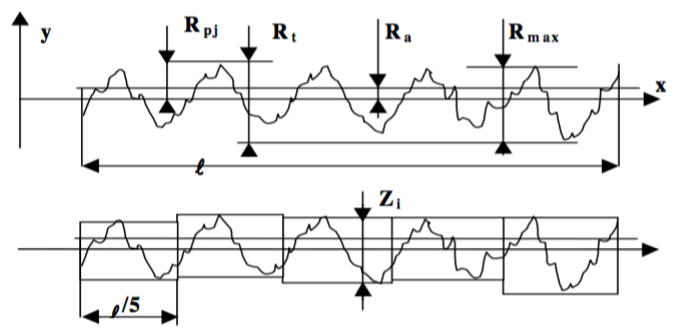
Fig.2.4.1 : Critères de rugosité
Soit OX la ligne moyenne du profil telle que :
Les principaux critères de rugosité sont exprimés en μm. Ils correspondent à un écart intégral (une valeur scalaire numérique) définis par rapport à cette ligne moyenne. Quelques définitions sont données ci-dessous.
Rugosité moyenne arithmétique Ra dite (C.L.A., Center Line Average) Ra représente la moyenne arithmétique des écarts (en valeur absolue) par rapport à OX :
Rugosité totale Rmax
Rmax représente la hauteur maximale des irrégularités du profil de rugosité.
Rugosité totale Rt
Rt représente l'écart total entre le point le plus haut et le point le plus bas du profil, relevé sur toute la longueur de palpage l.
Rugosité Rz
Rz représente la rugosité totale moyenne.
\( Rz= \frac{1}{5} \sum{_1^5 Zi} \)
Hauteur de saillie de rugosité Rp
Rp représente la moyenne des Rpj (voir Fig.2.4.1)
Ce critère permet de différencier des profils qui ne sont pas différenciés par les critères Ra ,
Rt, et Rmax.
Exemple des profils A et B ci-dessous : RpA < RpB

Fig.2.4.2 : 2 profils discriminés par la mesure de Rp
Largeur moyenne entre éléments du profil RSm (mean spacing between profile
elements).
Ce critère ne concerne pas la hauteur des défauts selon Y, mais les longueurs d’onde suivant
X. Son intérèt est précisé dans la suite du document partie 1.2 Etude expérimentale.
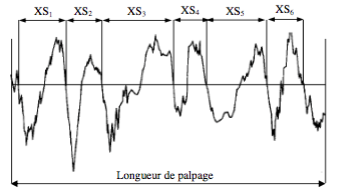
Fig.2.4.3 : Calcul de RSM
Principe de mesure de la rugosité
Un rugosimètre est composé d’un palpeur P, d’une unité de translation UT, d’un calculateur C, et d’un enregistreur de profil E (Fig. 2.4.4) (la partie E peut être un logiciel sur un ordinateur type PC).

Fig.2.4.4 : Chaîne de mesure de rugosité
La pointe très fine du palpeur explore la surface de la pièce suivant un mouvement horizontal. Les micro-déplacements verticaux de cette pointe sont transformés en tension électrique variable (capteur inductif ou piézo-électrique) qui est transmise au calculateur. Celui-ci donne les valeurs des critères de rugosité Ra et Rz après amplification et filtrage appropriés.
Pour éliminer les défauts macrogéométriques, les déplacements verticaux sont pris directement sur la surface à mesurer par l’intermédiaire d’un patin (Fig.2.4.5).
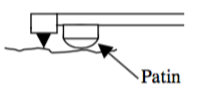
Fig.2.4.5 : Détail du palpeur
D’autre part, les variations de tension de très basse fréquence (inférieure à la fréquence de coupure ou "cut-off" de l'appareil) ne sont pas prises en compte lors des calculs des critères de rugosité (fig.2.4.6) lorsque l'appareil travaille en mode "rugosité" Ra, Rz ou Rmax. Ces variations correspondent notamment aux ondulations dont la période spatiale est supérieure à λc dite "longueur de cut-off". La course d'exploration (longueur de palpage) du capteur est généralement liée à la longueur de cut-off choisie.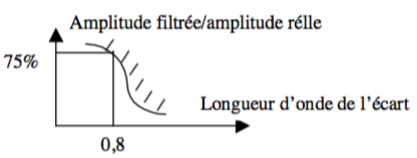
Fig.2.4.6 : Courbe de réponse d'un filtre passe haut de 0.8mm
Pour que le signal soit correctement restitué, il faut que la longueur du cut-off λc soit correctement choisie en fonction du pas de rugosité, qui est sensiblement égal à l'avance dans le cas du chariotage.
Pour choisir convenablement les valeurs de la longueur λc et évaluer la longueur de palpage, nous nous limitons au cas de profil de rugosité périodique. Pour d’autres types de profils, consulter : (http://mip2.insa-lyon.fr/).
Pour ce faire, nous nous basons sur le critère RSm (Largeur moyenne entre éléments du profil, en anglais : mean spacing between profile elements). Le tableau suivant (RSm en fonction de λc et ln) suffira pour déterminer notre longueur de base sur un profil de Rugosité périodique.
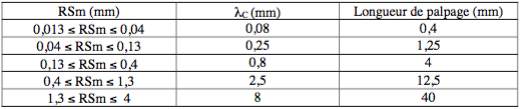
Tab.2.4.1 : Choix de la valeur de RSm pour un profil de rugosité périodique
Précision des mesures :
La qualité et la précision des résultats des mesures de rugosité sont liées :
- à la représentativité du paramètre adopté pour définir la rugosité. Si les paramètres Ra et Rz
sont les plus usuellement retenus, il n'en reste pas moins qu'ils ne permettent pas, à eux seuls,
de caractériser l'ensemble des qualités fonctionnelles de la surface usinée.
- aux performances du système de mesure, dont la précision dépend notamment :
- du rayon de la pointe exploratrice ; le choix de celle-ci résulte d'un compromis entre la fragilité de la pointe et la finesse nécessaire pour explorer à fond les creux de la surface étudiée ;
- de la dimension du patin et de sa position par rapport à la pointe du palpeur,
- des qualités de transmission, et du filtrage du signal (choix du "cut-off") par la chaîne de mesure à laquelle le capteur est associé.