Document ressource - Usure des outils de coupe
3. Plan d'expérience pour l'étude de l'usure des outils de coupe
La méthode des plans d'expériences n'est pas une technique nouvelle, mais il a fallu attendre les travaux du Docteur TAGUCHI au Japon pour qu'elle soit plus largement utilisée. Cette méthode permet une diminution souvent importante du nombre d'essais par rapport aux techniques traditionnelles de tâtonnements successifs.
Supposons que l'on désire étudier l'influence des conditions cinématiques de l'usinage sur la durée de vie T des outils de coupe. Chacun des facteurs (vitesse de coupe Vc et avance f) peut prendre plusieurs valeurs comprises entre un mini et un maxi.
La démarche traditionnelle, définie par les normes ISO, consiste à étudier séparément les deux facteurs Vc et f. On fixe f à un niveau moyen et on détermine la valeur de la durée de vie de l'outil lorsque Vc varie de sa valeur mini à sa valeur maxi à l'aide de 5 expériences par exemple. On procède de même pour étudier l'influence de l'autre facteur f.
Ces essais permettent de savoir comment agit Vc quand f est au niveau moyen, mais ne permettent pas de connaître son action quand f est au niveau mini ou maxi.
Pour ce faire, il est nécessaire de réaliser un maillage du domaine de validité des deux facteurs Vc et f et d'exécuter un essai à chacun des nœuds du maillage (fig.9) ; il faut alors réaliser 25 expériences pour connaître la loi T(Vc, f).
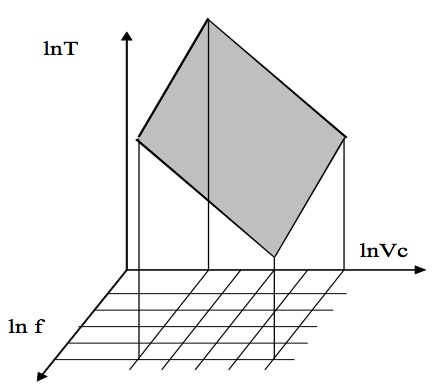
Fig.8 : Durée d’outil en fonction de Vc et f
Si l'on désire aussi étudier l'influence de la pénétration en prenant 5 valeurs pour ce nouveau facteur, il faudrait alors réaliser 125 essais, ceux-ci correspondent à un plan factoriel complet.