Document ressource - Usure des outils de coupe
2. Choix des conditions d'usinage - optimisation
2.2. Production maximale
Le volume horaire de production Q varie de façon inverse au temps d'usinage, il augmente donc lorsque la vitesse de coupe augmente. Néanmoins, si l'on augmente très fortement cette vitesse, l'usure de l'outil devenant très rapide, il sera alors nécessaire d'interrompre fréquemment l'usinage pour le remplacement de l'arête, et le gain de temps-copeaux sera alors neutralisé par la perte de temps pour ce remplacement. La surface Q = f(Vc, f) représentée sur la Fig.7 montre que la valeur maximale du volume horaire croit lorsque l’avance augmente.
Le volume horaire maximal est alors obtenu pour la valeur maximale possible de l'avance.
Pour une avance donnée le volume horaire est maximal pour la vitesse de coupe Vq. Le choix de cette vitesse de coupe, dans une fabrication en série, conduit à la plus grande production, mais pour un coût de fabrication plus élevé que celui donné par la vitesse économique.
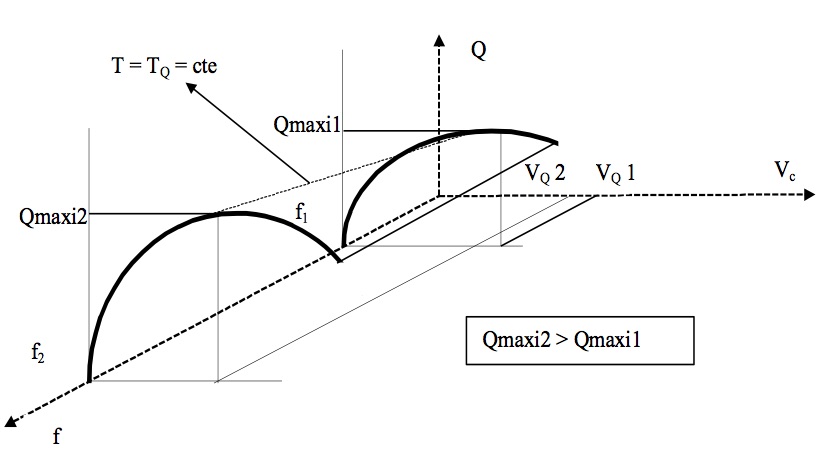
Fig.7.Volume de production horaire en fonction de la vitesse de coupe.
Vitesse et durée effectives de coupe de production maximale
Le temps total d'usinage d'une pièce est donné par :
\( TU = t_u + t_c \frac{t_u}{T} + t_a \) (en minutes)
avec
- tu : temps d'usinage (temps copeaux)
- \( t_c\frac{t_u}{T} \) : temps de changement d'arête rapporté à une pièce
- ta : temps annexe par pièce (montage, démontage,...)
Le volume horaire de production exprimé en nombre de pièces par heure est alors donné par :
Q = 60 / TU (pièces par heure)
Le volume horaire Q sera maximal pour la valeur Vq de la vitesse de coupe solution de l'équation différentielle :
\( \frac{\partial Q}{\partial V_c} = 0 \) pour ap = ap1 et f=f1
soit
\( V_q = \left \lbrack \frac{C_v}{(-n-1)t_c}\right \rbrack ^{-1/n} \)
avec \( C_v = K a_{p1}^lf_1^m \)
La durée effective de coupe correspondante est :
\( T_q = (-n-1)t_c \)
Comme pour la valeur de la durée économique Tec,
la valeur de durée de production maximale Tq est indépendante de la
constante Cv ; elle n'est donc pas, en première approximation,
fonction du matériau usiné, ni de la géométrie du copeau.
Par contre, Tq dépend de l'exposant n du modèle de Taylor c'est-à-dire du matériau outil. Elle dépend aussi du temps de changement d'arête tc.